两偏心蒸汽机
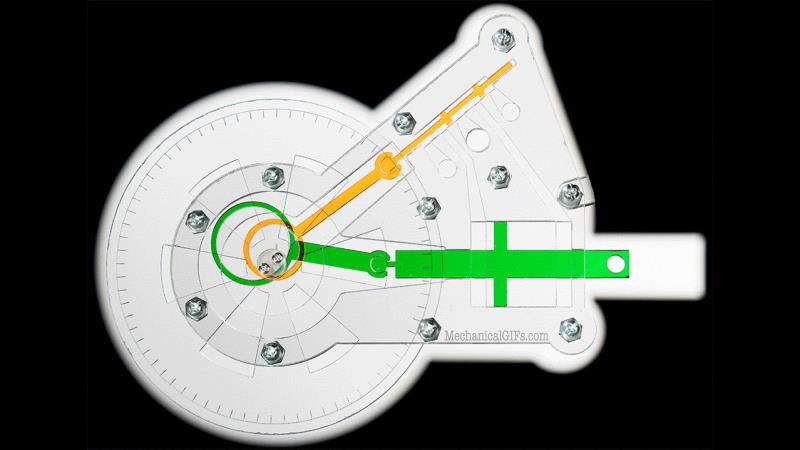
蒸汽机是将蒸汽的能量转换为机械功的往复式动力机械。蒸汽机的出现曾引起了 18 世纪的工业革命。直到 20 世纪初,它仍然是世界上最重要的原动机,后来才逐渐让位于内燃机和汽轮机等。左图是一个两偏心蒸汽机运行的动图,展示了蒸汽机运行的基本动作。蒸汽在上方橙色控制滑阀的引导下进入下方汽缸中,推动绿色活塞移动,同时带动与绿色活塞连杆相连的大偏心轮转动。与大偏心轮以一定相位差固定的小偏心轮同时转动,通过滑阀连杆带动橙色蒸汽控制滑阀移动,到对应位置后切换蒸汽引导通道,蒸汽从另一侧推动绿色活塞反向移动,形成活塞的往复运动,进而转换为飞轮的连续转动,输出动力。
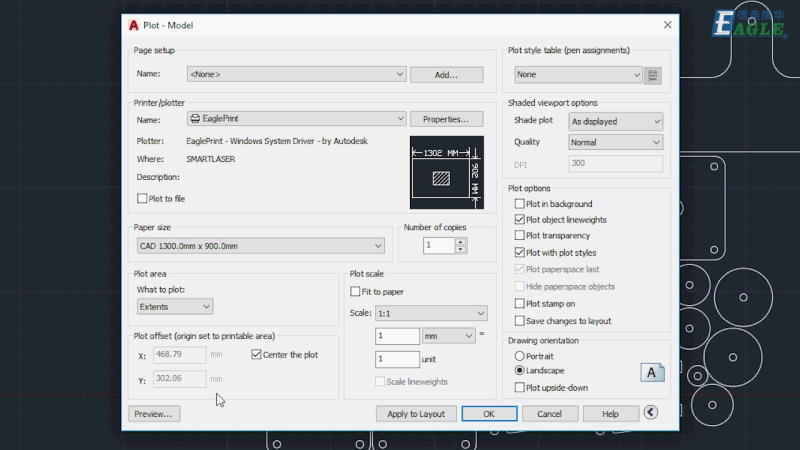
该模型全部由透明亚克力制成,部分零件带有不同的颜色,用于清晰的展示其功能和动作。下面的视频首先介绍两偏心蒸汽机模型的基本原理,然后演示如何使用德美鹰华 EaglePrint 打印驱动软件配合设计软件,例如 AutoCAD、CorelDRAW 和 Adobe Illustrator 等,输出加工文件至激光切割机,并进行切割加工的过程,最后详细介绍两偏心蒸汽机模型的装配方法和具体动作。
该实验套件包提供制作模型所需的透明亚克力材料,和其它已加工完成的零件,以及螺丝、螺母和工具等。参照说明书用物料清单核对完毕后,即可按照视频指导进行设计输出、切割加工、并完成最终的模型组装工作。该套件帮助学生熟悉德美鹰华激光切割机的软件使用和硬件操作,并结合生动的机械模型,寓教于乐。
简介
输出
切割

拼装

如何使用脱机文件进行加工?
使用 U 盘将脱机文件拷贝至设备内存中,选择文件并确认加工参数后即可进行加工,详见上面切割指导视频中的讲解。
套件包中的透明亚克力材料是否应当带膜切割?
撕去保护膜后亚克力材料容易被划伤,且加工过程中的辅助气体会造成切割边缘发乌,另外,切割过程中偶尔发生的亚克力材料下表面着火的情况会熏黑材料。因此,我们建议带膜切割,将吹气量调至最大能够有效的降低材料下表面着火的概率,且能保证材料表面不受影响。
如何精确定位加工位置?
由于套件包中提供的透明亚克力材料尺寸较小,加工前需要进行比较精确的定位,以免加工区域超出材料范围。定位前首先需要了解激光束非常细,从设备切割头下方中央的小孔射出,需以此为定位点;若以切割头圆柱形外沿进行定位则会浪费较多材料。使用方向键将切割头移动至合适位置后,可使用设备面板上的激光脉冲键点射打孔(注意应将功率设置为一个很小的值),即可确定激光束的准确位置。
切割过程中材料着火,如何处理?
由于激光加工是一种热加工方式,通过将材料熔融或汽化来达到切割的目的,因此,在切割过程中有可能出现材料着火的情况。当发生这种情况时,应当立即暂停加工任务,此时切割辅助气体会继续将熔融的易燃材料吹去并给材料降温,着火情况会随即停止,再继续加工即可。
为避免发生材料着火的情况,应将切割辅助气体的吹气量调节至最大,并确认开启抽风机。另外,应当使用合理的切割速度,不要过慢,否则会造成材料过熔和过热,容易着火。
部分零件在内部还未切割时已掉落,如何解决?
由于节省材料和切割路径优化等原因,部分零件的外部轮廓先于内部轮廓被切割,若下方没有刀条支撑,则会掉落,造成内部轮廓无法正确切割,零件加工错误。为避免发生该情况,我们建议在切割前确认刀条支撑足够密集(与设备出厂情况保持一致即可),零件在外部轮廓被切割后也不会掉落或移位,不影响内部轮廓的切割。
需要注意的是,当刀条支撑较密集时,加工过程中被切下的小部件可能会翘起,如果影响设备切割头的移动,则需要暂停加工,人工捡出翘起的部件后,再继续加工,以免碰撞到切割头造成材料移位,甚至损伤设备。
组装时很难将螺母放入亚克力槽中,如何解决?
由于我们的设备切割精度很高,切缝非常细,因此亚克力槽与螺母的配合也比较紧。我们建议对此类零件,先将螺母放入亚克力槽中,再按照上述指导视频中的装配步骤进行装配,能有效避免装配时操作困难的问题。
为什么零件在组装时会开裂损坏?
透明亚克力是一种很美观的材料,同时也有利于观察机械结构的动作,但其有一个缺点是比较脆,如果用力过大容易开裂损坏。在组装模型的过程中,拧紧螺丝、锁紧螺母或插入销孔时一定要注意手持正确的位置,且不要用力过大,轻柔操作,才能够尽可能避免零件开裂损坏的情况。